


以下是:绥化市肇东市圆钢_圆钢的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235B Q345B 产地 天津 规格 齐全 范围 圆钢_圆钢供应范围覆盖黑龙江省、绥化市、肇东市、北林区、望奎县、兰西县、青冈县、庆安县、明水县、绥棱县、安达市、海伦市等区域。 【阔恒兴旺】业务覆盖多元场景,提供以下产品和服务:明水镀锌槽钢交货准时、望奎镀锌槽钢好品质售后无忧、绥棱镀锌槽钢厂家定制、北林镀锌槽钢严格把控质量等。圆钢_圆钢,阔恒兴旺国际贸易(绥化市肇东市分公司)为您提供圆钢_圆钢,联系人:杨经理,电话:【0527-88266222】、【0527-88266222】。 黑龙江省,绥化市,肇东市 肇东市地处松嫩平原,全境西高东低,北高南低,地貌单一,属寒温带大陆性季风气候,自远古以来,中华民族的先人就在这块土地上劳动生息。隋唐时期肇东市境内居住着靺鞨族。13世纪末叶,蒙古牧民也进入肇东市地域,并成为这里的主要民族。金太宗天会八年(1130年),在今肇东市四站镇西南3公里处的八里城遗址建东北边疆军事重镇。1986年9月8日,经国务院批准撤县建肇东市(县级)。
对于圆钢_圆钢产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:绥化肇东圆钢_圆钢的图文介绍调质处理广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。调质处理后得到回火索氏体组织,它的机械性能均比相同硬度的正火索氏体组织为优。它的硬度取决于高温回火温度并与钢的回火稳定性和工件截面尺寸有关,一般在HB200—350之间。锅炉和压力容器用钢板》新标准从2008年9月1日开始执行,它代替旧标准GB《锅炉用钢板》和GB《压力容器用钢板》。新旧标准主要区别:1、标准名称变化:类别标准名称标准号旧标准锅炉用钢板GB旧标准压力容器用钢板GB新标准锅炉和压力容器用钢板GB。
厚度允许偏差及重量区别:(1)厚度偏差:新标准允许下限负偏差-0.3mm,旧标准允许下限负偏差为-0.25mm.(2)理论重量计算:新标准理论计重采用的厚度为钢板允许的大厚度和小厚度的算术平均值,旧标准理论计重采用的钢板公称厚度+厚度附加值。力学性能和高温力学性能区别:新标准与旧标准略有提高。7、制造方法区别:新标准中规定连铸坯压缩比不小于3。8、组批区别:新标准:(1)每批重量不大于30t。(2)对长期生产质量稳定的钢厂,提出申请报告并附出厂检验数据,由特种设备监察机构审查合格批准后,按批准扩大的批重交货。
标准:每批重量不得大于25t。9、钢板厚度范围区别:标准名称新标准旧标准厚度范围,mm3-2006-150。10、钢板超声波探伤检测:新标准要求在合同中注明探伤标准及级别。天津阔恒兴旺贸易有限公司主营:热轧卷板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。从精轧后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
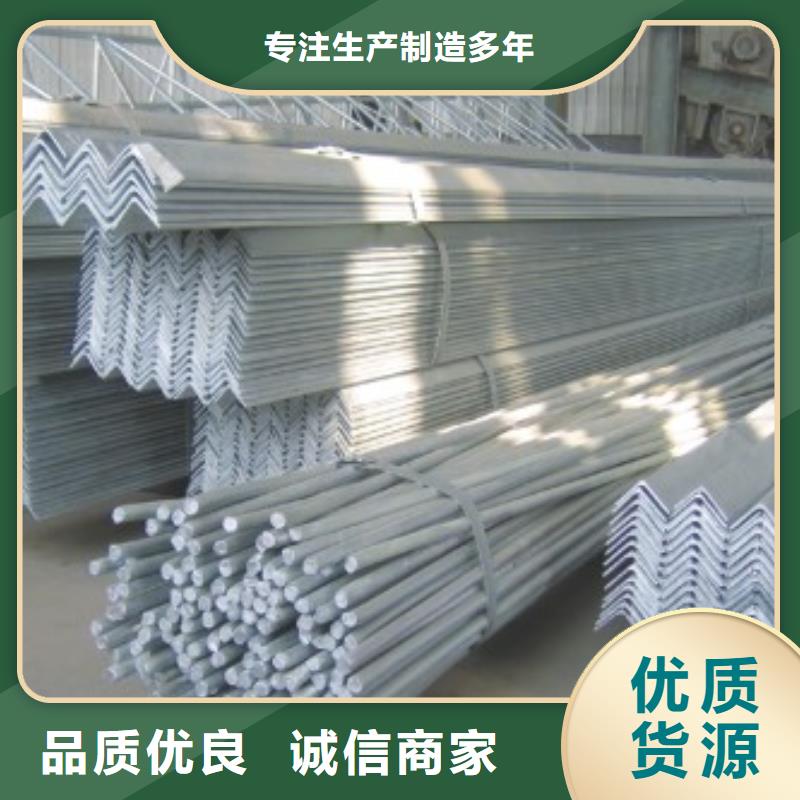
热镀锌工字钢也叫热浸镀锌工字钢或热浸锌工字钢。是将除锈后的工字钢浸入500℃左右融化的锌液中,使工字钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。热镀锌工字钢工艺流程:工字钢酸洗-水洗-浸助镀溶剂-烘干预热-挂镀-冷却-钝化-清洗-打磨-热镀锌完工。热镀锌工字钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌工字钢的镀层持久性较为可靠。热镀锌工字钢的原材料为工字钢,所以分类于工字钢相同。按工艺分类可分为热镀锌热轧工字钢和热镀锌冷轧工字钢。1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;2、持久耐用:热镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强,抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补;3、可靠性好:镀锌层与。
市场常见的是热轧的热镀锌工字钢。热镀锌冷轧工字钢,一般需要根据用户需求用冷轧板定制。主营产品有:热镀锌工字钢、热镀锌角钢、热镀锌槽钢、热镀锌扁钢、热镀锌圆钢、热镀锌圆钢、热镀锌H型钢等钢材产品。镀锌角钢分为热镀锌角钢和冷镀锌角钢。热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。冷镀锌涂料主要通过电化学原理保证锌粉与钢材的充分接触,产生电极电位差来进行防腐。按工艺分类可分为热镀锌角钢和冷镀锌角钢。市场常见的是热镀锌角钢。冷镀锌角钢,一般需要根据用户需求用冷镀加工。
绥化肇东阔恒兴旺国际贸易有限公司拥有完善的 镀锌槽钢售前、售中、售后服务体系,我们一贯的宗旨是:“以质量求生存,以信誉求发展”,我们愿以:一切服务于客户,一切为客户着想。用好的质量、好的服务开拓创新,与客户携手共进,共图发展。欢迎选用我公司 镀锌槽钢产品,来样定制,按需设计,更欢迎您来厂指导工作。为使我们的工作做的更好,请您提出宝贵的意见,客户满意是我们的宗旨,客户的要求是我们的目标。热烈欢迎广大朋友莅临指导。
数控火焰切割机根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。
气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:气割表面缺陷和原因分析缺陷类型产生原因图示说明切割面粗糙a、切割氧压力过高b、割嘴选用不当c、切割速度太快d、预热火焰能量过大切割面缺口a、切割过程中断,重新起割衔接不好b、钢板表面有厚的氧化皮、铁锈等c、切割机行走不平。直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。4.热切割质量控制4.1切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。5.2气割完毕后,应在切割件上注明工程名称、零件编号及所属班组。
圆钢_圆钢,阔恒兴旺国际贸易(绥化市肇东市分公司)为您提供圆钢_圆钢产品案例,联系人:杨经理,电话:【0527-88266222】、【0527-88266222】。











